A prominent Malaysian bird's nest processing facility has implemented revolutionary low-temperature sterilization technology, successfully preserving over 95% of sialic acid content while achieving commercial sterility standards. This breakthrough demonstrates how innovative approaches to Bird's Nest Sterilization can maintain the nutritional integrity of premium products while ensuring complete safety compliance.
Technological Innovation
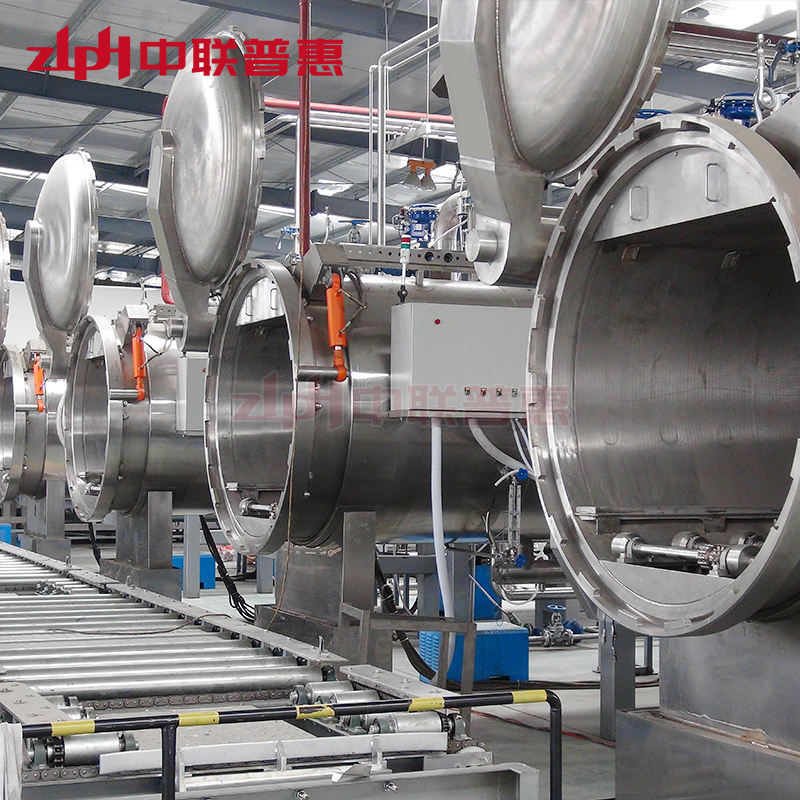
The factory adopted an advanced integrated system that combines precise temperature control with optimized pressure management. This sophisticated approach to retort sterilisation represents a significant departure from conventional high-temperature methods that typically compromise bioactive compound preservation. The customized steam retort machine configuration operates at significantly lower temperatures while maintaining effective microbial reduction through extended processing cycles and enhanced pressure control.
Implementation Process
Working with ZLPH MACHINERY's technical team, the facility implemented a specially designed Retort Machine system featuring:
Precision temperature modulation capabilities maintaining optimal processing conditions
Enhanced monitoring systems tracking real-time product quality parameters
Adaptive control algorithms adjusting processing parameters based on continuous feedback
Validated protocols ensuring consistent Bird's Nest Sterilization outcomes across production batches

Performance Results
Laboratory analysis confirmed exceptional results:
Sialic acid retention exceeding 95%
Complete elimination of pathogenic microorganisms
Superior preservation of glycoprotein structures
Enhanced product consistency across production cycles
The advanced Retort Autoclave system achieved these outcomes through scientifically validated processing protocols that balance temperature exposure with pressure-assisted sterilization efficacy.
ZLPH MACHINERY's Technical Support
Our company provided comprehensive implementation services including:
Customized system design integrating low-temperature retort sterilisation technology
Complete process validation and optimization
Staff training on advanced equipment operation
Ongoing technical support and performance monitoring
Continuous improvement recommendations based on operational data
Industry Implications
This successful implementation demonstrates that modern sterilization technology can overcome the traditional compromise between safety and nutritional preservation. The achievement of 95%+ sialic acid retention establishes a new benchmark for premium bird's nest processing, particularly important for products targeting health-conscious consumers who value both safety and nutritional efficacy.
Technical Advantages
The technology delivers multiple benefits:
Enhanced nutritional preservation without compromising safety
Improved product consistency and quality
Reduced energy consumption compared to conventional methods
Extended shelf life through optimal processing conditions
Competitive advantage in premium market segments
Future Applications
This case provides a proven model for other premium food processors seeking to preserve bioactive compounds while meeting stringent safety requirements. The technology demonstrates particular relevance for products containing heat-sensitive nutritional components where traditional sterilization methods cause significant quality degradation.